造纸毛毯在使用过程中经常会出现走行方面的异常问题。所谓“走行异常”是指造纸毛毯在运行过程中由于自身的性能变化或受外界因素的影响所产生的异常变化。通常造纸毛毯的走形异常包括:标准线变形、蛇形摆动、跑偏、打折、松紧不一、脱边等。
毛毯走行发生异常将导致的不好的后果:毛毯跑偏、打折后不能顺利传递纸页,并导致毛毯局部滤水不好,尺寸变形;导致真空箱(辊)漏气,不能形成正常真空度,导致湿纸页脱水障碍;毛毯跑偏导致打折,当毛毯脱离正常运行轨迹范围后,必将造成局部张力不均匀、边部超出辊面而导致毛毯打折;由于毛毯局部折叠变厚导致压区局部压力骤升,从而导致压辊损坏和撕裂拉断毛毯。
1、毛毯跑偏
造纸毛毯跑偏是指毛毯在运转使用过程中偏离运行范围,跑向一边的现象。毛毯在运行的过程中,往往由于毛毯与每根辊子接触的先后顺序不一样,所受张力和压力的大小不均匀,出现向纸机一侧移动的现象,这叫毛毯跑偏。毛毯的跑偏、打折现象往往相伴而行,跑偏严重必然导致打折,但毛毯打折不一定是跑偏所致。
造成毛毯跑偏的原因主要有:(1)毛毯运行的方向与导毯辊辊面运行方向不一致,毛毯和导毯辊的哪一端先接触,毛毯就向这端偏移。(2)当毛毯张紧辊或其它被毛毯包绕近似180。的辊子在一端被移动,使毛毯在这一端的行程缩短,此时毛毯便向这一侧偏移。在全幅张紧毛毯时,往往由于张紧器的单侧调节机构有故障,造成毛毯只在一侧张紧,此时标准线立即歪斜并向松弛的一侧偏移,所以紧毯前应先检查两侧同时作用的机构是否咬合,在紧毯过程中,也应随时注意张紧辊的两端是否移动。另外,为了校正标准线在单侧张紧或放松毛毯,在调节量过大时,也会产生毛毯跑偏。(3)如果压榨部某个辊筒一端的表面速度比另一端快,则毛毯将向表面速度快的一端偏移。在毛毯辊的一侧用绕线的方法来校正标准线时,也容易造成毛毯跑偏。(4)造纸毛毯两边张力不一致,一边大一边小,毛毯将向张力小的一边跑去。(5)压榨辊两边压力不一致,两边的偏心距不一致导致压力不一致,毛毯将向压力大的一边跑去。(6)毛毯两边长度不一致,呈喇叭口状态导致毛毯向长的一边跑去。
2、毛毯打折
打折是指毛毯受外力的影响局部折叠皱合在一起的现象。毛毯打折后容易造成自身被叠死压破以及损伤压榨辊面等后果。毛毯起皱打折的原因,概括起来有以下几点。
(1)毛毯在运行中因某个辊与其它运转辊不平行,造成毛毯两侧松紧不同,严重时会使毛毯打折。因此要经常注意检查各个运转辊是否平行。(2)毛毯跑偏过大易在边上造成打折,因此要保证毛毯正常运行,不使跑偏过大。(3)毛毯过宽时,稍微跑偏,毛毯边缘容易碰到辊筒的轴承壳上,将毛毯折叠起来。在订购毛毯时不宜选用过宽的毛毯,毛毯在使用中过宽,可把毛毯过宽的边剪去,以防止毛毯打折。(4)用向毛毯辊垫纸的方法调整标准线的局部弯曲时,因垫入的纸缠绕不均匀或过厚会引起毛毯打折现象。(5)毛毯辊面局部缠浆没有及时清理导致跑偏引起打折。在压榨辊上湿纸断头后或引纸时,有时湿纸黏住下毛毯走,湿纸被缠到毛毯外圈的毛毯辊上。(6)在更换毛毯的展毯辊时,如果不注意,把展毯辊的方向装反了,会使毛毯沿正中心折叠起来。(7)毛毯辊安装距离过大,或毛毯较薄,毛毯受力不均匀时,容易出现皱纹。(8)托毯辊轴承座移位,轴承损坏等均容易导致毛毯跑偏而引起打折。(9)毛毯底网(基布)局部张力不均匀,有松紧带;毛毯在使用过程中局部磨损不一致等均会导致毛毯局部折叠。
毛毯无论在那个部位出现打折时,都要立即停止这道压榨的运行,卸除附加压力,并升起压榨辊,以免将毛毯折叠处压坏,然后整幅彻底放松毛毯,再根据跑偏的方向和标准线的形状,单侧放松或张紧毛毯。开动压榨传动,在毛毯逐渐走向正常时,立即将张紧辊放松或张紧的一侧恢复到正常位置,然后全幅张紧毛毯。
3、标准线变形
为了便于观察和掌握造纸毛毯在运行过程中的滤水孔隙状态的变化情况,每一条造纸毛毯均设置有标准线。标准线是置于毛毯正面(贴纸面)的与毛毯的经向中心线相垂直的一条醒目的宽线条,它是洞察造纸毛毯在使用过程中孔隙变化的窗口。日常制作标准线的方法一般有织入式(织在基布中)、喷涂式和转印式三种。正常生产过程中,我们要求保持标准线的平直,防止标准线变形导致造纸毛毯的滤水孔隙变小、横向宽度收缩、滤水性能下降等问题出现。
在日常生产过程中,经常会遇到毛毯标准线变形,造纸毛毯的标准线一旦变形以后,必然会导致造成毛毯宽度的变化,使造纸毛毯宽度不足,并且会造成毛毯的经、纬方向密度发生变化,使毛毯的开孔度变小,滤水透气性能降低,影响脱水。严重的甚至会造成毛毯运行不稳定、打折等,从而降低毛毯的使用寿命,影响产品质量和正常的生产秩序。
(1)造纸毛毯的标准线变形种类
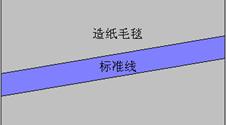
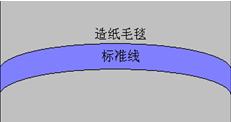
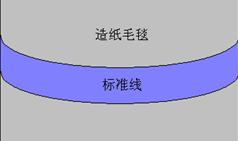
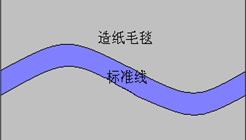
毛毯在使用过程中出现的标准线变形的情况有许多种,归纳起来有如下几种类型:标准线左斜右斜,如图1所示;标准线凸前,如图2所示;标准线凹后,如图3所示;标准线呈S形,如图4所示;其他不规则变形。
 (图一)
(图一)
 (图二)
(图二)
 (图三)
(图三)
 (图四)
(图四)
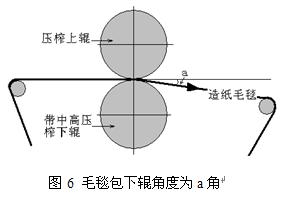
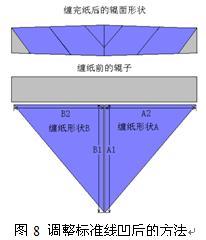
(2)引起造纸毛毯标准线变形的原因主要及预防措施 1)造纸毛毯两边张力不一致,一边大一边小。毛毯上机以后在张紧毛毯时必须使毛毯两边张力一致,发现问题及时调整。 2)压榨辊两边线压力不一致。压榨辊在加压过程中,必须保证两边同时加压,压力大小应保持一致。新毛毯上机空运转过程中,应尽快将线压力加到正常生产时的压力,尽量避免长时间低压空运转。 3)压榨辊、伏辊、挤水辊等两边偏心距不一致。在生产过程中应经常校验各道压榨辊的偏心距大小是否适中一致,特别是更换毛毯以后更应该重视这一点。 4)压榨辊中高设置不合理,中高偏大或者偏小。新压榨辊的中高设置要合理准确,在使用过程中应经常检验压榨辊的中高磨损变化和压区压力的一致性,防止出现不正常磨损给生产带来麻烦。关于压榨辊中高对毛毯的影响将在下面重点叙述。 5)辊面缠浆没有及时清理掉。随时保持各道辊面的清洁对减少和杜绝毛毯跑偏、打折和标准线变形很有好处。 6)托毯辊有移位现象,轴承损坏没及时更换。在正常生产中必须密切注视各辊的定位状态和润滑状态,发现螺丝松动、轴承发热损坏应及时采取措施加以紧固、润滑和更换。 7)托毯辊、压榨辊等辊子局部不均匀的磨损。发现有不均匀磨损的辊子首先查明原因并及时更换之。 8)造纸毛毯底网(基布)局部张力不均匀。生产造纸毛毯时必须保证底网(基布)张力均匀一致,不允许将有局部松懈或松紧带的底网(基布)用于毛毯的制作中去。 对造纸毛毯的抗变形程度分析得出,平方米克重大的优于平方米克重小的;BOM造纸毛毯优于BOB造纸毛毯;底网层数多的优于底网层数少的;毛毯密度大的优于毛毯密度小的。 (3)压榨辊子中高对毛毯标准线的影响 压榨辊子的中高对毛毯的影响,要视毛毯对带有中高的压榨辊子所包的角度大小不同,其受影响的结果也不同。下面分两种情况来进行分析: 如图5所示,毛毯与下压榨辊之间无包角,下压榨辊中高如果过大,则会导致整个压区中中间的线压力大于两边的线压力,那么,在运转过程中,作用在毛毯中间的牵引力必然大于两边的牵引力,这样很容易使毛毯中间运行快于两边,也就是使毛毯标准线呈弓形凸前,反之,则会使毛毯的标准线凹后。 压榨辊的中高是在一定线压力、一定辊径、一定幅宽等情况下设定的。即使压榨辊设置的中高合理,由于毛毯在运行过程中压榨辊所加的线压力小于设计中高时的线压力,则在压区中毛毯中间所承受的压力必然要大于两边的压力,受下压榨辊主传动的影响,毛毯的标准线将会出现前凸现象。反之,如果压榨辊加在毛毯上的压力大于设计中高时的线压力,则会出现毛毯标准线凹后的现象。 如图6所示,如果毛毯对下压榨辊有一定的包角a,a的数值一般在0~450范围,对于多圆网造纸机的主压榨和真空回头压榨来说,其包角的数值要在0~1800范围。在上述这种情况下,造纸毛毯在运行过程中,其标准线的变化将受到两方面的影响: 其一是如上面所述的受压区线压力和中高的共同影响导致毛毯标准线的不同变形状态。 其二是毛毯对压榨下辊在一定的包角状态下单纯受中高的影响,其标准线所产生的变化。 此状态下影响毛毯标准线变化的因素有:中高值、毛毯包下辊的包角大小、压榨线压力大小、毛毯自身抗变形能力。 下面的公式说明毛毯受中高的影响所产生的标准线变化量: m---毛毯超前值,m a---毛毯在压榨辊上的包角,度 d---压榨辊两端的直径,m d0---压榨辊中间的直径,m L---毛毯长,m 从以上公式可以看出:车速越快,标准线凸前值越大;包角越大,标准线凸前值越大;中高越高,标准线凸前值越大;毛毯越长,标准线凸前值越大。 图7调整标准线凸前的方法 (4)变形标准线的调整 当毛毯的标准线发生变形以后必须尽快进行调整,否则将影响造纸毛毯的滤水性能、尺寸稳定性能,严重时可造成毛毯打折。调整前必须知道导致标准线变形的直接原因,以便从根本上加以解决。调整标准线时尽量使用爬行车速,调整时应遵循逐步调整的原则,防止调整过急导致毛毯跑偏打折。 调整左右倾斜的标准线相对来讲比较简单,沿着毛毯运行的方向,哪一边的标准线滞后,说明该边毛毯过紧,另一边过松,只要适当的将该端的张紧器退后一些或将另一端适当的张紧即可,移动的范围视标准线变形的程度、造纸机运行的车速来确定,调整时应同步使用调偏器(对于手动调偏装置来讲),以防毛毯跑偏。 调整凸前和凹后的标准线一般采用辊面垫纸的方法,所垫的纸张一般采用牛皮纸、牛卡纸等湿强度高一些的纸张,位置一般选用毛毯包角在90~1800的平面托毯辊。 如图3-7所示为调整标准线凸前的方法,调整A2、B2的数值可以达到调整不同前凸标准线的效果,其交接点为标准线凸前的最高点,调整A1、B1的数值可以达到调整不同凸前程度的效果,标准线凸前越多,则 A1、B1的数值要求越大。 图3-8所示为调整标准线凹后的方法,对图中所示的A2、B2值进行调整,同样可以达到调整不同凹后形状的标准线的目的,其交接点为标准线凹后的最低点,标准线凹后的程度越严重,A1、B1的数值就应该越大。 利用上述的原理同样可以调整S型标准线和其它不规则变形的标准线,当然难度更大。 4、毛毯边缘部蛇形摆动 毛毯边缘部蛇形摆动是指毛毯在运行过程中因裁边不整齐而导致的毛毯沿横向来回窜动的现象。 毛毯边缘部蛇形摆动将会导致其运行不稳定来回跑偏、自动调偏器频繁的工作、加重对调偏器的挡板(杆)的磨损、真空箱(辊)边部漏气、不能顺利的带引纸等问题,造纸机的速度越高,其危害越大。一般来讲,毛毯在运行的过程中来回摆动的范围应控制在20mm以内,且不允许在小范围内有较大的来回摆动幅度。 造纸毛毯裁边时应采用划线裁边,最好是在毛毯运转的情况下采用机械裁边,这样才能保证所采的边部平齐。 5、松紧不一 毛毯在造纸机上张紧状态下所表现出的松紧不一致的现象是极不正常的。松紧不一致必然会导致湿纸页通过毛毯在压区中脱水也不一致;严重松紧不一还会导致毛毯打折;导致湿纸页进压区前不平整,出现纸页打折现象;导致毛毯运行不稳定,跑偏、跳动、边部摆动等现象;导致毛毯不均匀的磨损和不均匀的洗涤。 导致毛毯松紧不一致的现象主要来源于以下几个方面: (1)毛毯两边张力不一致,一边大一边小,两边的压力不一致导致毛毯整个横向所受到的张力不均匀所致。 (2)压榨辊的中高不合适,中高过高、过低或中高不一致会导致压区压力不一致,从而使毛毯整个横幅所受到的张力不一致,标准线异常变形。 (3)托毯辊之间跨度太大,不能展平毛毯。 (4)毛毯的底网(基布)经线或纬线张力不均匀,张力有大有小,呈松紧带状。 (5)毛毯针刺和定型过程中出现不均匀现象,针板断针率过大没有及时更换,采用电热辐射远红外定型时,出现条形定型过热或定型不足现象。 (6)造纸毛毯在使用过程中出现条形磨损过重,条形变薄,挺度下降导致松紧不一致现象。 6、脱边 造纸毛毯脱边特别是高线压底网造纸毛毯脱边,丝线甩出,有的缠绕在辊面上;有的被甩进湿纸页中随湿纸页进入压区,导致断纸现象;严重时还会撕裂拉断毛毯。 造成造纸毛毯脱边的原因及解决措施如下有几种情形: (1)所用毛毯过宽,边缘部受机架、轴承壳座等机械磨损导致脱边。因此,在订货时,一般要求毛毯宽度不超过辊面。 (2)毛毯边缘部受挡板式毛毯调偏器的机械磨损所致。如果采用转动的圆杆式调偏装置,可有效减轻对毛毯边部的磨损。 (3)毛毯制造时,边缘部封边不均匀、封边不牢固所致。造纸毛毯特别是高线压底网造纸毛毯在裁边时要齐直,封边要均匀牢固,边部不许有融化的硬颗粒,正反面封边要一致。 (4)当造纸毛毯出现脱边以后应及时停机进行修整。修整的方法是,首先将边部脱丝修剪掉并保持边布平齐,然后用电烙铁进行封边。 徐州金冠工业用呢有限公司 韩邦春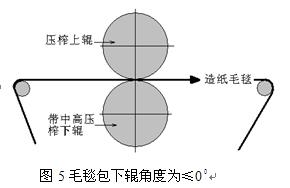
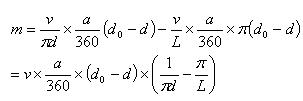
式中v---车速,m/min
总体上来讲,中高越大、包角越大、毛毯抗变形能力越差,其标准线变化越大。上述的第一点可以导致毛毯标准线凸前或凹后两种可能,而第二点只能导致毛毯标准线前凸,且在正常使用过程中,一、二两点所导致的毛毯标准线变形是同时存在的,所以,我们在实际生产过程中应充分考虑到这两种变化,不能因相同的因素同时存在而加剧毛毯标准线的变形。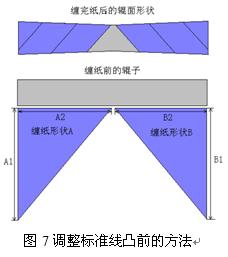
 中文版
中文版 English
English